




Finally, the stand-by time losses are a set of losses due to system internal causes, but still equipment external causes. This time losses may affect widely the OTE of the production line and depend on: work organization losses, raw material and material handling.
Micro-absenteeism and shift changes may affect the performances of all the system that are based on man-machine interaction, such as the production equipments or the transportation systems as well. Lack of performance may propagate throughout the whole system as other equipment ineffectiveness. Even so, Operations manager can’t avoid these losses by designing a better production line. Effective strategies in this sense are connected with social science that aim to achieve the employee engagement in the workplace1.
Nonetheless Operations Manager can avoid the physiological increases by choosing ergonomic workstations.
The production system can present other time-losses because of the raw material, both in term of lack and quality:
- Lack of raw material causes the interruption of the throughput. Since we have already considered the ineffective management of the orders in “Unplanned Time”, the other related causes of time-losses depend on demand fluctuation or in ineffectiveness of the suppliers as well. In both cases the presence of safety stock allows operations manager to reduce or eliminate theirs effects.
- Low raw material standard quality (e.g. physical and chemical properties), may affect dramatically the performance of the system. Production resource (time, equipment, etc) are used to elaborate a throughput without value (or with a lower value) because of little raw material quality. Also in this case, this time losses do not affect the design of a production system, under the hypothesis that Operations Manager ensures the raw material quality is respected (e.g. incoming goods inspection). The missed detection of low quality raw materials can lead the Operations Manager to attribute the cause of defectiveness to the equipment (or set of equipment) where the defect is detected.
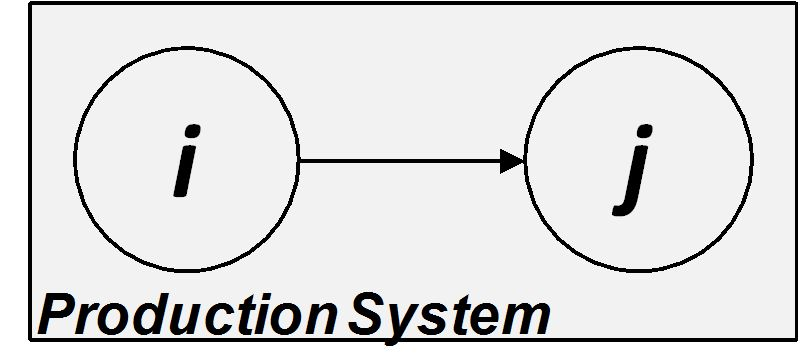
Considering the Vehicle based internal transport, a broader set of considerations is requested. Given two consecutive stations i-j, the vehicles make available the output of station i to station j ( Figure 3.1 ).
In this sense any vehicle can be considered as an equipment that is carrying out the transformation on a piece, moving the piece itself from station i to station j ( Figure 3.2 ).
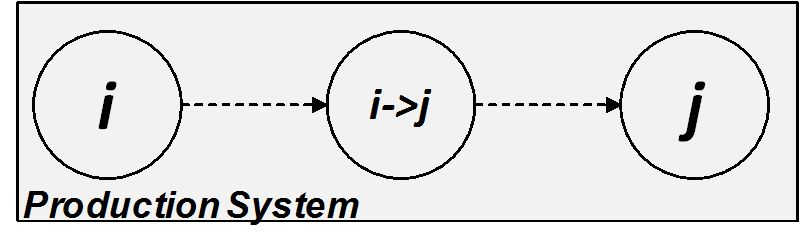
The activity to transport the output from station i to station j is a transformation (position) itself. Like the equipments, also the service vehicles affect and are affected by the OTE. In this sense successive considerations on equipments losses categorization, OEE, and their propagations throughout the system, OTE, can be extended to service vehicles. Hence, the design of service vehicles would be carried out according to the same guidelines we provide in successive section of this chapter.
- 1892 reads
